A DMU125P 5-axis universal milling machine was purchased from Germany in 2004 at a cost of $430,000 . According to the operators, the machine has frequent faults in recent years, and its working efficiency is very low. It needs to be started many times or even half a day each time, and it will repeatedly give an alarm every few hours, you can do nothing but to restart; both the X-axis and Z-axis at G0 move slowly with abnormal noise; after machining, the tool on the spindle cannot be returned to the magazine, you solve it only by modifying the next program; there are obvious tool marks on the workpiece, etc.. It has been repaired many times before, but the problems still exist. It has become a headache for operators and workshop leaders.
In view of a lot of handover and repair of different departments, operators and servicemen, paid special attention to the principle rather than the experience this time.
First of all, tried to make the power-on process normal. It was found that the indicator light is off after the start of machine power. It is easy to see from the schematic diagram that as long as the machine power is normal, the indicator light should be on. It was found through inspection that the bulb is burnt out and normal after replacement.
The A7-00A31 safety relay must work before the machine can be powered on normally (Fig. 1). However, it was observed that during the unsuccessful power on process, its two channel indicator lights were not lit. Therefore, checked its related circuits first, namely itself, the A7-00S31 safety switch, the emergency stop buttons of the control console and manual control box, as well as the connecting wire, etc.
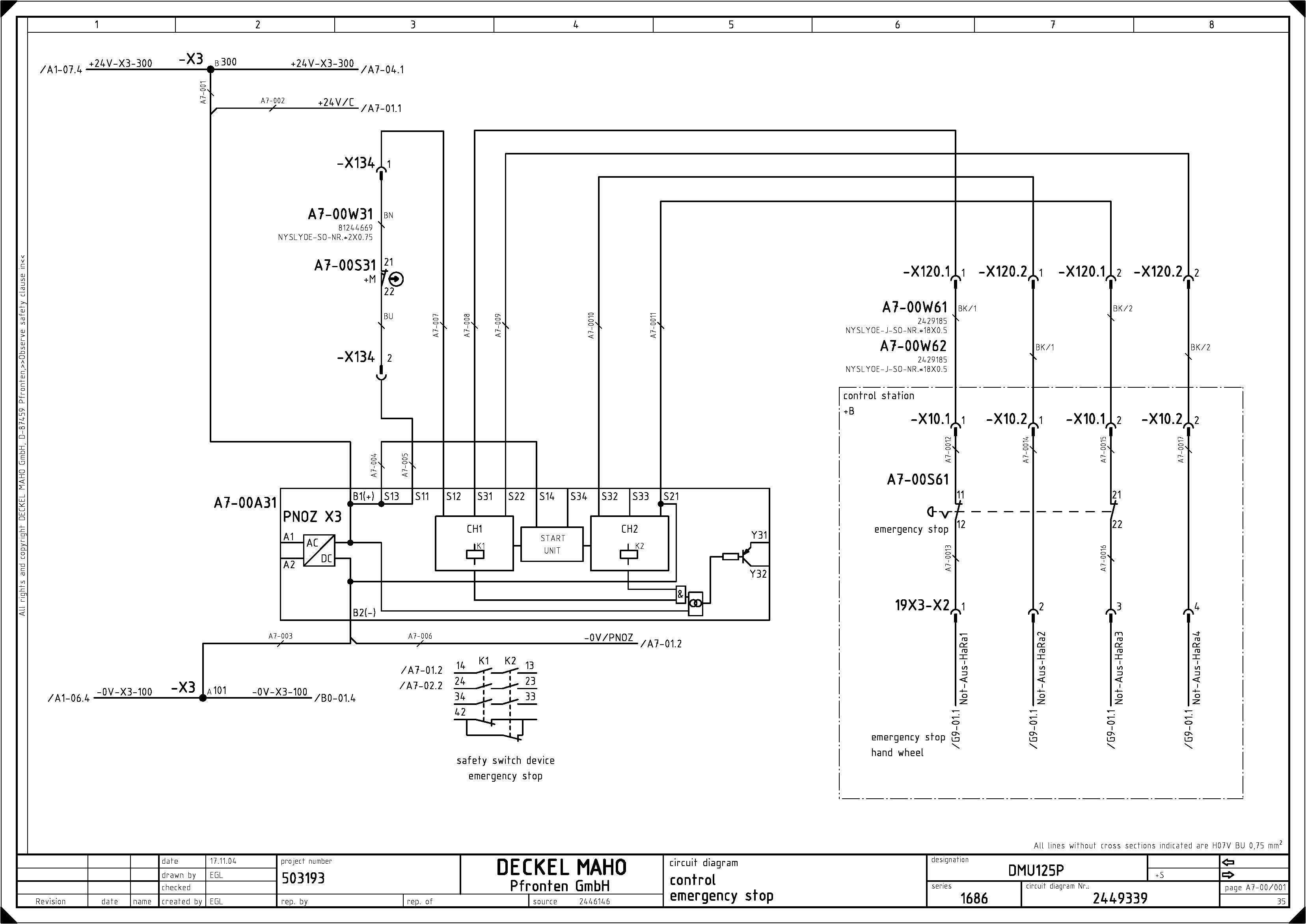
Fig. 1 DMU125P emergency stop circuit (partial)
Since there was no spare part, made an exchange of A7-00A31 and F8-23A31 (tool loading, the model is the same, or PNOZ X3 24VDC 774 318). The machine went well on the start, but after that E220 alarm (“No mag. sw. > running time checkb.”, meaning, according to the German document Error List, that no counting pulse is in the magazine and the tool change is fault,) occurred, which indicates that A7-00A31 has problem. Through the console interface manually closed the small door of the tool magazine, made the spindle returned from the magazine, turned the revival table to the normal position. Shut down. Replaced back the two safety relays, restarted the machine, and the power-on became abnormal again (sometimes good or bad), but the magazine was normal. When the spare part arrived, replaced the old one, the machine power-on was fully restored to normal.
Now observe the frequent alarm during the machining process. The alarm is E02 (Lubrication pressure switch high), which means that the lubrication pressure switch is closed and the system receives the high level signal.
In the machine, the lubrication of each axis guide rail and lead screw, A, C axes and spindle vertical horizontal conversion rotating head bearings are all through the central lubrication device (VOGEL MKF1-KW2-20036+428), sent to 18 lubrication points through distributors.
When the lubricating device pumps to 30 bar, preset by pressure switch, the one-way valve of the distributor will open, and the grease will flow to each lubricating point. At this time, the system will let the lubrication device continues to pump oil for 5 seconds and then stops. After 5 minutes, check whether the pressure switch (I_AL_SCH_Rueckmeldung) is open, if still closed, which indicates that the system pipeline is blocked, the system gives E02 alarm.
The failure of central lubricating device, improper adjustment of pressure switch or blockage of pipeline will make the lubricating system abnormal. Too much pressure will cause nozzle crack and the alarm E01 (meaning the pressure switch is off, the pressure cannot be maintained) appear.
Without a good understanding of the above process, it is not easy to adjust the seemingly simple lubrication system. This is the case with this machine, the pressure switch had been adjusted to an inappropriate position, most of the pipelines had been blocked, the lubricating grease had caked and deteriorated. The machine gave an alarm and because it could not be cleared the machine was forced to shut down and restart. The process repeated every few hours. Since the moving parts were not effectively lubricated, abnormal noise occurred. Guess (by checking the machine parameters) that the speed of X and Z axes were restricted by the operator just because they caused much noise. It can be imagined that if it is not handled in time, the accuracy of the machine tool will be seriously lost and even the moving parts are damaged.
Thoroughly cleaned the pipeline including lubricating device, distributors, joints, etc. Refer to the lubricating device (VOGEL MKF1-KW2-10006) of an adjacent machine DMU80P, the main technical parameters are similar) adjusted the position of the pressure switch, and manually pressed down the lubricating pump contactor B1-01K71 (in the electrical cabinet, because the lubricating device has no manual oiling function) fill the pipeline with grease, and the lubrication alarm appeared no more. Then adjusted the parameters No.3103 and No.3303 of this machine (respectively the maximum PTP speed of the first axis and the third axis) made the X-axis and Z-axis G0 speed return to normal.
As for the problem that the spindle cannot return the tool, in order to observe the phenomenon, executed T0M6 in MDI mode and return the tool on the spindle back to the magazine, and everything after that became normal, it seems that there is no more chance of chaos. This phenomenon also happens from time to time: simple problem is made complicated.
The tool mark of the workpiece is caused by the loose of the main shaft pull rod and disappears after tightening.
References:
[1] Deckel Maho Pfronten GmbH.DMU125P Circuit Diagram [EB/CD].
[2] Pilz GmbH & Co..PNOZ X3:Emergency Stop Relays, Safety Gate Monitors[EB/OL].
[3] 马力.安全继电器PNOZ X3 维修方法[J/OL].
[4] Deckel Maho Pfronten GmbH.DMU125P Users Manual [EB/CD].